

移動(dòng)電話:155 0621 5413
移動(dòng)電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號(hào)
在線QQ:
在線QQ:
|
|
移動(dòng)電話:155 0621 5413
移動(dòng)電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號(hào)
在線QQ:
在線QQ:
在加工難加工切削材料時(shí),加工刀具形狀的最佳化可充分發(fā)揮刀具材料的性能。選擇難加工材料刀具特點(diǎn)相適應(yīng)的前角、后角、切入角等非標(biāo)刀具幾何形狀和對(duì)刃尖進(jìn)行適當(dāng)處理,對(duì)提高加工精度和延長(zhǎng)刀具壽命有很大的影響,因此,在加工刀具形狀方面決不能馬虎。但是,隨著制造高速銑削技術(shù)的推廣應(yīng)用,近來(lái)已逐漸采用小切深以減輕刀齒負(fù)荷,采用逆銑方式并提高進(jìn)給速度,因此,對(duì)切削刃形狀的設(shè)計(jì)思路也都有所變化。
對(duì)加硬材料進(jìn)行鉆削加工時(shí),增大刀具鉆尖角,而進(jìn)行十字形修磨,是降低扭矩和切削熱的有效途徑,它可將切削與切削面的接觸面積控制在最小范圍之內(nèi),這對(duì)延長(zhǎng)刀具壽命和提高切削條件相當(dāng)有利。鉆頭在鉆孔加工時(shí),切削熱極易滯留在切削刃附近,而且排屑也很困難,在切削難加工材料時(shí),這些問(wèn)題更為突出,必須給以足夠的關(guān)注。
為了便于排屑,通常在鉆頭的切削刃后側(cè)設(shè)有冷卻液噴出口,可供給充足的水溶性冷卻液或霧狀冷卻劑等,使排屑變得更為順暢,這種方式對(duì)切削刃的冷卻效果也很理想。近年來(lái),已開(kāi)發(fā)出一些潤(rùn)滑性能良好的涂層物質(zhì),這些物質(zhì)涂鍍?cè)阢@頭表面后,用其加工3~5D的淺孔時(shí),可采用干式鉆削方式。
相關(guān)產(chǎn)品:數(shù)控刀具 數(shù)控車(chē)刀 焊接刀具 數(shù)控刀柄 鏜刀
首頁(yè) |關(guān)于碩朔 |數(shù)控刀具|數(shù)控車(chē)刀|焊接刀具|數(shù)控刀柄 |鏜刀 |動(dòng)態(tài)新聞 |聯(lián)絡(luò)我們
版權(quán)所有@蘇州碩朔精密刀具有限公司 蘇ICP備13017392號(hào)
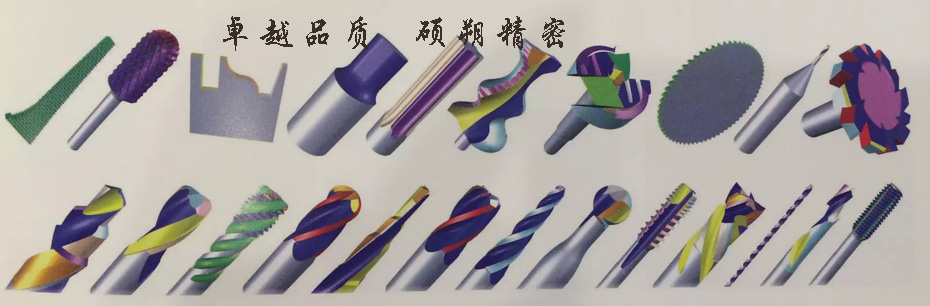
主營(yíng)范圍:非標(biāo)復(fù)合刀具|非標(biāo)焊接刀具|非標(biāo)成型刀具|PCD金剛石刀具|數(shù)控刀柄|鏜刀|可轉(zhuǎn)位機(jī)夾刀桿|三面刃銑刀|非標(biāo)快速U鉆|深孔內(nèi)冷鉆頭|小徑抗震搪刀桿|復(fù)合搪孔刀桿|螺紋刀具|非標(biāo)刀片改制及修磨。
 |